â– Introduction Gantry planer is a large-scale machine tool that is mainly used for machining large-scale workpieces. It is widely used in the machining industry. Due to technical limitations, the use of DC systems on the planer bench has been used for many years in the industrial field. Although the direct-current speed control system has a large torque at low speed, the user's early input costs are high, the motor maintenance cost is high, and the waste of electricity is large, and it is difficult to meet the requirements of the planer user. Although some users have already used the AC frequency conversion governor for transformation, on the one hand, many inverters have low torque at low speed and the feed rate is inaccurate, which can not meet the working requirements of the planer; on the other hand, the inverter can meet the working requirements of the planer. , Expensive, difficult for users to accept. Based on the above drawbacks, we decided to use the Frank FRB6000 series vector converter combined with the PLC, in the Xingtai machine tool plant planer frequency conversion, supporting the use.
â– The basic composition of the planer
1. The basic structure of the planer includes bed, workbench, beam, left and right vertical tool holders, left and right tool holders, uprights, and gantry tops.
2. Work process The planing process of the planer is the relative movement of the work piece and the planer. Therefore, the table and the workpiece must be reciprocated frequently. The cutting process is only in the working stroke, and the return stroke is only idling. There is no feed movement during the cutting process, and only the feed motion of the tool holder occurs during the return stroke. Among them, the reciprocating motion between the worktable and the workpiece is called the main movement, and the movement of the beam and the tool rest is called the auxiliary movement.
3. Movement characteristics Speed ​​chart of main movement 
0-t1 bench forward start
T1-t2 Tool Slow Cutting Phase
T2-t3 Acceleration to stable operating speed
T3-t4 working speed phase
T4-t5 Deceleration exits the workpiece stage
T5-t9 Slow-cutting in the return phase, ie preventing damage to the workpiece and increasing tool life. High-speed cutting, return to improve processing efficiency.
â– System composition
FRB6000-45 inverter, PLC, brake unit, braking resistor, and other auxiliary movements are controlled according to the site.
Gantry Plane Inverter Electrical Control Schematic 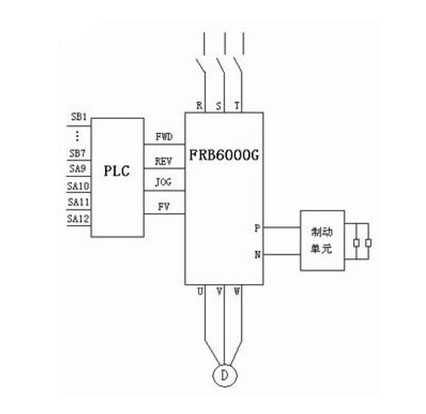
â– Parameter settings
SB1: Stop button
SB2: Advance
SB3: Back button
SB4: Moving forward
SB5: Jog back
SB6: Rising beams
SB7: Beam drop
SA9: Left Lifting Switch
SA10: Right knife switch
SA11: Side Lift Knife Switch
SA12: Emergency Stop Buttons â– Summary
1. After adopting the FRAM6000 vector frequency conversion governor transformation, the system runs stably, with high precision, low frequency torque, high reliability, low noise, simple and convenient system maintenance, wide speed range, and energy saving effect is expected to reach More than 30%. And the replacement of different working components allows the planer to be used for both plane and milling operations. The machining accuracy is improved, the speed of the worktable does not change with the change of the cutting amount, and the static difference is less than 1%, which can well meet the requirements of the speed curve, improve the processing quality and efficiency, and prolong the service life of the tool.
2. The control part adopts PLC, which has more powerful functions, faster speed, fewer contacts, and higher reliability.
Contact Telephone Manager